牟 毓, 谢章龙, 洪 君
(南京钢铁股份有限公司,江苏 南京 210035)
近年来碳排放管制和30.60战略的实施,液氨作为未来潜在的清洁能源越来越被船舶等行业看重,造船厂已开始承接可以装液氨、丙烷、丁烷、丙烯和LPG等多种低温介质的储罐,实现单罐多功能化使用。而13MnNi6-3是0.5%镍低温容器用钢,通常被广泛用来制作丙烷等液化石油气储罐,因而在开发多功能低温储罐用13MnNi6-3钢时,兼顾液氨储罐的特性,控制钢板的屈服强度上限,降低焊接接头的裂纹敏感性;
同时13MnNi6-3的服役条件通常在-42.09 ℃左右,钢板母材性能与焊接接头的性能在同等温度条件下差异较大,为确保储罐在服役条件下稳定安全运行,对储罐建造钢材有更高要求,需在-60 ℃温度下钢板母材和焊接性能均具有良好的强韧性。因此,要求13MnNi6-3的力学性能及焊接接头在-60 ℃时具有适中的强度,良好的低温韧性和低裂纹敏感性[1-2]。
为了满足客户需求,结合南钢现有的设备装备能力,成功开发了在-60 ℃条件下服役的多功能低温储罐用13MnNi6-3钢。本文通过优化13MnNi6-3钢板的化学成分及各道生产工艺,评估了钢板的内部质量、拉伸性能、低温冲击性能及焊接接头力学性能,结果表明13MnNi6-3钢板具有良好的综合力学性能及优良的焊接性能。
因客户要求13MnNi6-3钢板的屈服强度≤450 MPa,同时为满足钢板的-60 ℃低温冲击韧性,≥12 mm钢板冲击均值≥80 J,8~12 mm钢板冲击均值≥60 J,所以要尽量减少组织中珠光体的含量,所以降低C含量,并通过增加适度的Mn含量提高强度,以满足钢板的强度要求,尤其是屈服强度要求,Ni是奥氏体相区元素,可以扩大奥氏体相区,降低奥氏体转变温度,阻止奥氏体向珠光体转变,降低钢的临界冷却速率,提高钢的淬透性,同时Ni的晶格常数与γ-Fe相近,可形成连续的固溶体,明显降低韧脆转变温度,添加Nb和V元素可起到细化晶粒的作用,对于低温容器钢,当磷含量大于0.015%时,磷的偏析程度急剧增加,所以磷含量是越低越好,S在钢中主要以MnS形式存在,MnS为塑性夹杂物,热轧时MnS变形比与钢相同,导致钢板出现各向异性,即钢板非轧制方向性能显著低于轧制方向性能,氢在液态钢中的溶解度比在固态钢中的钢大得多,随着温度的降低H的溶解度降低,氢原子向铸坯或钢板中某些缺陷区域聚集,并形成氢气,一旦此处的氢分压超过结合强度就会产生裂纹或者扩展已有缺陷,所以为了提高钢水的纯净度,提高钢板内部质量,设计了低P、低S成分,13MnNi6-3内控目标成分如表1所示。

表1 13MnNi6-3化学成分设计
为确保13MnNi6-3具有较高的强度和优良的-60 ℃低温冲击韧性,采用控制轧制及正火加回火热处理工艺,得到细小均匀的铁素体+少量珠光体组织,以此来保证钢板的-60 ℃低温冲击韧性以及焊接接头的-60 ℃低温冲击韧性。根据E10028-4标准及技术协议对13MnNi6-3钢的性能要求,13MnNi6-3钢的性能指标如表2所示。
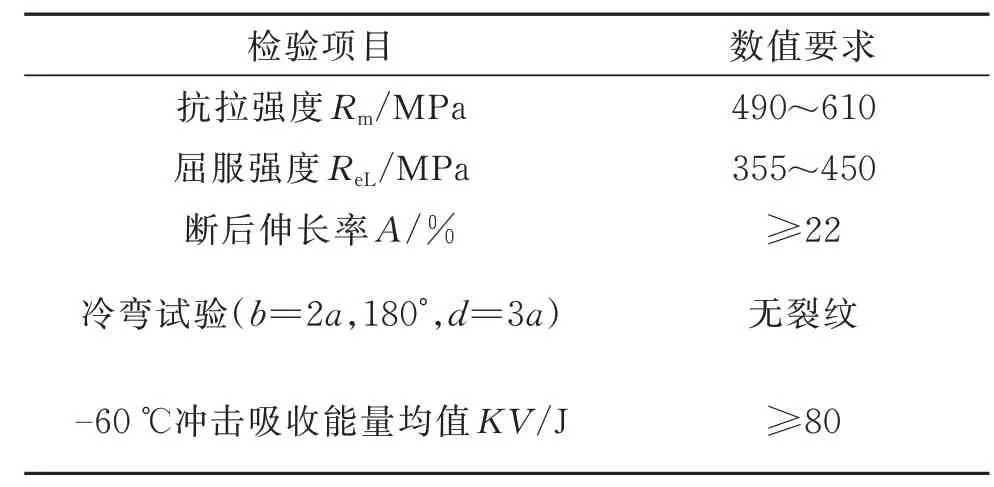
表2 13MnNi6-3力学性能要求
13MnNi6-3的主要工艺流程:转炉→LF+RH→连铸→加热→轧制→控冷→矫直→剪切→探伤→抛丸→正火→回火→检验→入库。
通过严格控制P和S含量以提高钢水的纯净度,需在铁水预处理时控制S含量,减少精炼时脱S的任务。在炼钢过程中采用转炉顶底复吹,控制P和C含量及出钢温度,尤其控制P的含量。在精炼过程中要采用大渣量操作,造白色泡沫渣深度脱S,同时要兼顾渣的碱度,保证渣的流动性,采用钢包喂钙线的操作,对MnS等夹杂物进行球化处理,通过RH真空脱气、喂丝后静搅等工艺,保证钢水中的H等有害气体尽量被去除,钢水中夹杂物充分上浮,减少夹杂物数量,尤其是大夹杂物的数量,为保证钢水中的夹杂物充分上浮,在静搅时延长静搅时间,确保静搅时间≥15 min。13MnNi6-3属于包晶钢,在浇铸时保持结晶器液面稳定,控制二冷水,避免13MnNi6-3出现铸坯裂纹,尤其是角裂纹,同时采用保护浇注及轻压下,减轻铸坯偏析及疏松。
13MnNi6-3镍含量0.5%左右,钢质发粘,板坯在加热时钢板表面氧化铁皮较多且难以去除,同时为了保证钢板表面质量及板型,要合理控制铸坯均热段温度及总在炉时间,避免氧化铁皮过厚不好去除,也为板坯除磷减轻压力[4]。在轧制时通常采用两道次除磷,去除板坯表面氧化皮,进一步保证板坯表面质量。采用两阶段控制轧制(奥氏体再结晶区轧制及奥氏体未再结晶区轧制)工艺,在粗轧时保证大压下,确保坯料心部有足够变形量,在未再结晶区进行多道次轧制,二阶段开轧温度≤990 ℃,终轧温度≤870 ℃,在保证板型的条件下终轧温度尽量低,在冷却时少量浇水,将返红温度控制在700 ℃以上,以得到细小均匀的轧态组织,轧制后的钢板进行温矫以保证板型,≥25 mm钢板后进入缓冷坑进行缓冷,消除钢板内应力及扩氢,使钢板中的氢等有害气体逸出,改善钢板内部质量。
通过正火+回火热处理可进一步改善钢板组织,因客户对13MnNi6-3的屈服强度上限有要求,需适当提高回火温度,同时有利于钢板的低温冲击韧性。探伤后的钢板进行抛丸,然后正火热处理,要严格控制正火温度,以防止钢板晶粒变大或出现晶粒不均匀现象,根据试验性能结果,13MnNi6-3的正火温度是870~920 ℃,空冷至室温然后进行回火热处理,消除钢板中的内应力[5]。为进一步提高钢板的-60 ℃冲击性能及控制钢板的屈服强度,对13MnNi6-3钢的回火工艺进行了优化,回火温度是590~630 ℃,最终得到铁素体+珠光体组织,
3.1 常规力学性能检测结果
对试制的10 mm和30 mm钢板进行力学性能检验,检测结果如表3所示。10 mm钢板的屈服强度 为400~410 MPa,抗 拉 强 度 为503~531 MPa,30 mm钢板的屈服强度为378~395 MPa,抗拉强度是501~520 MPa,根据经验,薄板的强度较高,所以为保证屈服强度均<450 MPa,与30 mm钢板相比,10 mm钢板的回火温度较高,回火时间较长;
13MnNi6-3的-60 ℃低温冲击性能要求≥80 J,但为了储罐能在服役条件下稳定运行,设计材料时给低温冲击值留较大富余量, 10 mm钢板(7.5 mm×10 mm×55mm冲击试样)的-60 ℃冲击功平均值是189~203 J,30 mm钢板(10 mm×10 mm×55 mm冲击试样的-60 ℃冲击功平均值是297~314 J,10 mm和30 mm钢板的冷弯试样无裂纹,弯曲性能合格。试制的10 mm和30 mm规格的13MnNi6-3钢的拉伸及冲击指标富余量充足,冷弯无裂纹,满足EN10028-4标准及技术协议要求。
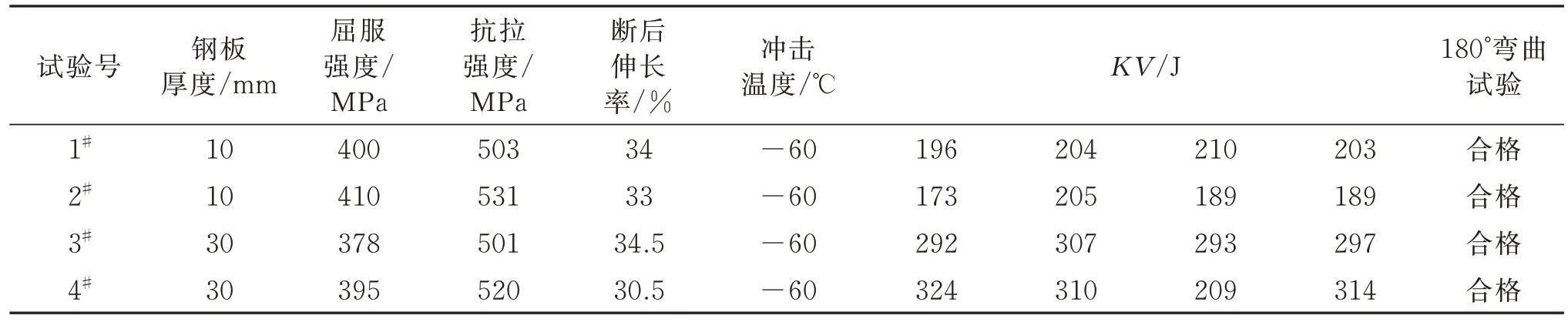
表3 13MnNi6-3力学性能检测结果
3.2 低温拉伸性能
钢板的服役温度条件低于-43 ℃,同时根据客户的需求,需评估30 mm厚度钢板低温性能,按照GB/T 13239—2006《金属低温拉伸试验方法》标准进行-60 ℃低温拉伸试验,钢板取横向试样,结果如表4所示。

表4 13MnNi6-3低温拉伸性能检测结果
据文献[4]所述,钢材的屈服强度和抗拉强度随温度降低而提高,而断面纤维率随温度降低而降低,同时也说明了钢板的塑性随温度降低而下降。所以与常温拉伸性能相比,低温拉伸钢板的屈服强度和抗拉强度均有增加,即在使用条件下钢板强度的余量更大,虽低温拉伸钢板的延伸率有所下降,但仍高于EN10028-4:2017标准及技术协议要求的22%。
3.3 13MnNi6-3钢韧脆转变温度
为确保钢板能够在服役时安全运行,通过做13MnNi6-3钢板在-80~20 ℃温度区间的冲击试验,摸索出钢板的韧脆转变温度范围,其韧脆性转变曲线如图1所示。从图1(a)可以看出,当温度从20℃降至-60 ℃时,钢板的冲击功均在200 J,此时曲线较为平直,说明在此温度范围内钢板冲击功波动不大;
当温度降至-70 ℃时,钢板冲击功在180~200 J之间;
当温度降到-80 ℃时,钢板冲击功突然降到40 J左右。从图1(b)可以看出,当温度从20 ℃降至-60 ℃时,钢板的冲击功均在280 J以上;
当温度降到-70 ℃时,钢板冲击功在200~250 J之间,当温度降到-80 ℃时,钢板冲击功在50 J左右。综上所述,当温度≥-70 ℃时,钢板的冲击功远大于国内外标准及技术协议中的要求,说明13MnNi6-3钢板完全可以在-60 ℃的低温温度条件下服役,满足多功能储罐的设计和供货要求。
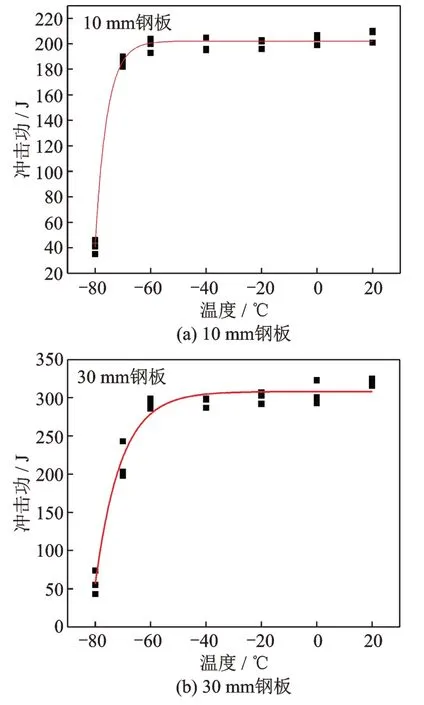
图1 系列冲击温度的韧脆性转变曲线
3.4 探伤检测结果
采用间隙式探伤方法对试制的厚度为10 mm和30 mm 的13MnNi6-3钢板进行超声波自动探伤,根据探伤结果显示,钢板内部未见明显缺陷,按照标准NB/T 47013评级均可达I级要求,说明试制的13MnNi6-3钢板内部无裂纹及大的夹杂等缺陷。
3.5 金相检测结果
试制钢板的光学显微组织如图2所示。13MnNi6-3钢的室温组织是铁素体+少量珠光体组织,晶粒整体均匀细小,10 mm钢板的偏析带比30 mm钢板的偏析带严重,且偏析带较宽,由于热处理时10 mm钢板的回火温度比30 mm钢板的回火温度高,且回火时间长,10 mm钢板中存在的析出碳化物较少,组织中存在大量白色块状铁素体,有利于降低钢板屈服强度,使10 mm钢板的屈服强度≤450 MPa,同时为保证钢板屈服强度≥355 MPa,组织中存在一定量的珠光体组织。
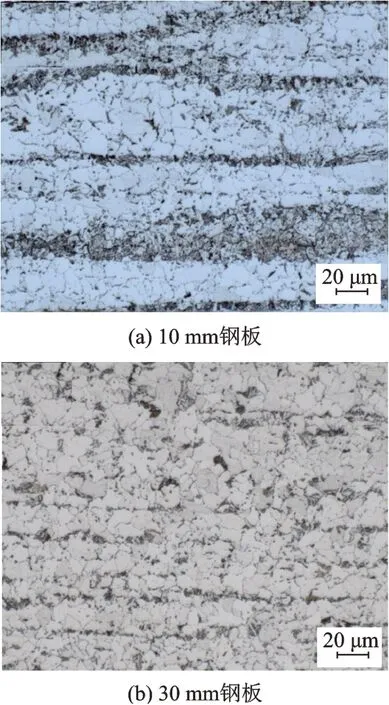
图2 钢板金相组织
按照GB/T10561 A法评级图分别对试制的13MnNi6-3钢板进行评定,夹杂物检测结果如表5所示。钢板中存在B类(氧化铝类)、D类(球状氧化物类)的非金属夹杂物,均是0.5级,钢板中Ds类(单颗粒球状类)夹杂物0.5级,说明试样中均存在少量细小的夹杂物,完全满足技术协议要求。
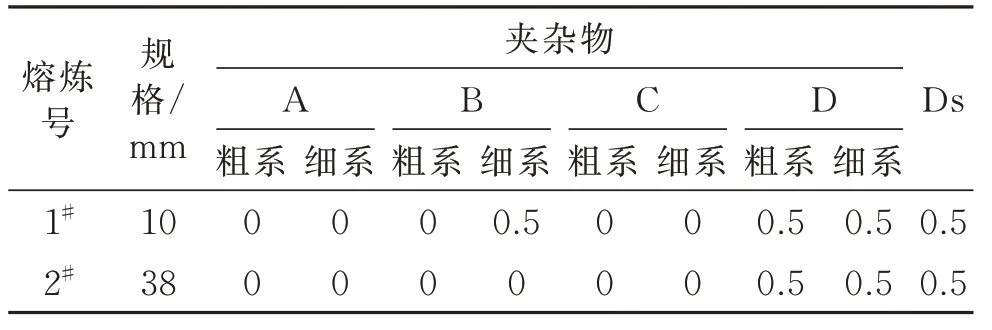
表5 13MnNi6-3夹杂检测结果
按照NB/T 47014的标准,分别采用焊条电弧焊(SMAW)和埋弧焊(SAW)两种焊接方法对30 mm钢板进行焊接试验,坡口型式为X型。手工焊条采用京雷直径为Φ3.2 mm的GER-N27焊条,埋弧焊(SAW)采用伯乐直径为Φ3.2 mm的T Union SA Ni2焊丝,配套焊剂采用UV C 421 TT-LE,焊条电弧焊(SMAW)的热输入能量是20 kJ/cm,埋弧焊(SAW)的热输入能量是18 kJ/cm,焊缝平行于轧制方向,分别焊评板上取拉伸、弯曲和冲击试样,试样方向为横向,X型缺口分别位于熔敷金属(WM)、熔合线(FL)和距熔合线1,2和5 mm位置。30 mm钢板的焊接接头宏观形貌如图3所示。
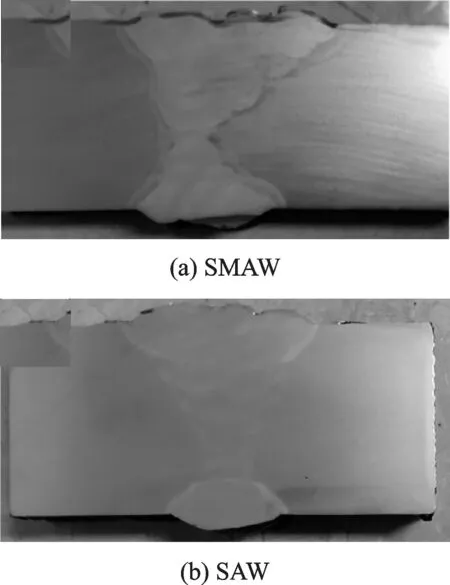
图3 焊接接头宏观形貌
拉伸及侧弯试验结果如表6、图4和图5所示。可以看出,手工焊和埋弧焊的拉伸断口均不在焊缝处,说明焊缝处的拉伸性能优于母材拉伸性能,焊接接头的弯曲试样无裂纹,弯曲性能合格,满足性能要求。
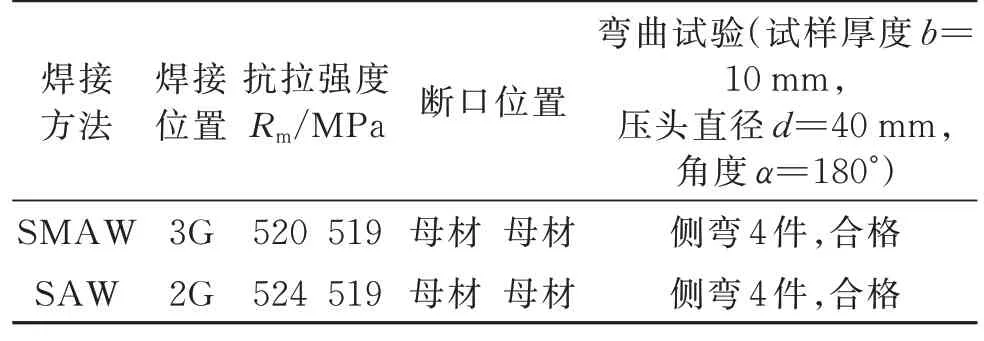
表6 13MnNi6-3焊后拉伸及弯曲检测结果
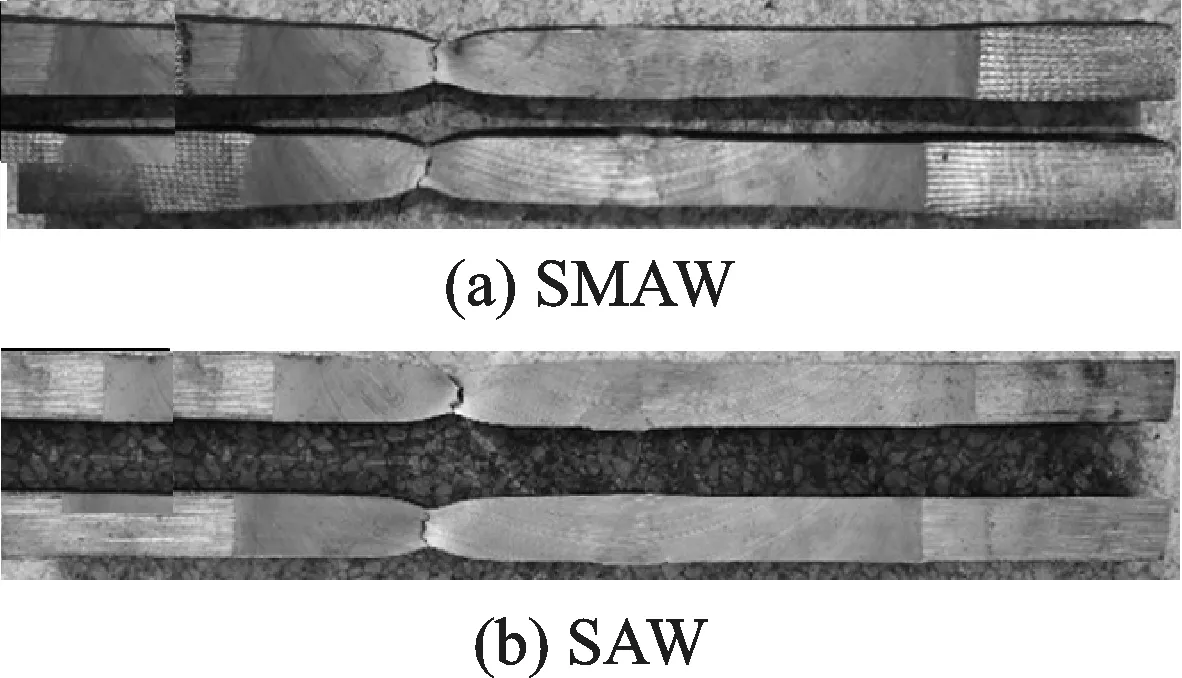
图4 焊接接头拉伸试件形貌

图5 焊接接头弯曲试件形貌
手工电弧焊和埋弧焊的焊接接头各个位置的-60 ℃冲击功如表7所示。熔敷金属及及熔合线-60 ℃冲击性能略低,手工电弧焊熔融金属区的冲击功最低,埋弧焊FL处的冲击功最低,但相差均不大,焊条电弧焊的焊接试板的距离熔合线5 mm的-60 ℃冲击功略低于母材,埋弧焊焊接试板的距离熔合线5 mm的-60 ℃冲击功与母材的-60 ℃冲击功相当,但冲击功均满足技术协议需求。

表7 13MnNi6-3焊后冲击检测结果
对手工电弧焊来讲,焊接接头的硬度值表8所示。母材硬度(HV10)范围是153~159 HV,硬度最低,热影响区硬度(HV10)范围是163~204 HV,熔敷金属硬度(HV10)范围是202~207 HV。对埋弧焊来讲,母材硬度(HV10)范围是154~167 HV,硬度最低,热影响区硬度(HV10)范围是155~202 HV,熔敷金属硬度(HV10)范围 是189~217 HV,可以看出,焊缝位置的硬度最高,但低于245 HV。一般认为(HV10)超过350 HV时具有一定的裂纹敏感性,说明30 mm 13MnNi6-3钢板的焊接接头裂纹敏感性不强,同时装液氨的储罐硬度不超过245 HV[5],以避免储罐液氨应力腐蚀开裂,13MnNi6-3钢板的焊接接头硬度也满足要求。

表8 13MnNi6-3焊后硬度检测结果
(1)通过合理的成分设计,优化炼钢、热轧及热处理工艺,成功开发出13MnNi6-3多功能储罐用钢板,试验结果表明,13MnNi6-3钢板组织均匀细小,具有较高的强度和良好的低温冲击韧性,且屈服强度<450 MPa,钢板具有优异的综合力学性能,完全满足供货要求。
(2)30 mm钢板焊接实验结果表明,钢板焊接接头各个位置的-60 ℃低温冲击性能优异,焊接接头弯曲无裂纹,焊接接头硬度较低,裂纹敏感性不强,钢板具有良好的焊接性能。
猜你喜欢弧焊屈服储罐大型LNG储罐设计计算关键技术化工管理(2022年14期)2022-12-02大型LNG储罐珍珠岩在线填充技术实践煤气与热力(2022年4期)2022-05-23牙被拔光也不屈服的史良大律师秘书红岩春秋(2022年1期)2022-04-12基于地震响应分析的大型LNG全容式储罐储罐基础方案设计建材发展导向(2021年14期)2021-08-23The Classic Lines of A Love so Beautiful意林(绘英语)(2018年2期)2018-11-29—— 储罐">一生清廉—— 储罐党员干部之友(2016年6期)2016-08-01百折不挠小天使·二年级语数英综合(2015年11期)2015-11-11保护气氛对TA15钛合金潜弧焊接头的影响焊接(2015年8期)2015-07-184YQ690级埋弧焊焊接材料国内外对比试验焊接(2015年8期)2015-07-18我国常用的熔化极气体保护焊机电焊机(2010年6期)2010-04-03